todas las categorias











Prevención de Incendios y Remoción de Humo Fabricante de Laminadores Fabricante de Rusia
Información básica
Modelo: BOSJ-V
Descripción del producto
Fácil al mantenimiento Material del rodillo: Gcr 15 Tipo de control: Auto Tipo: Alisar la máquina Fuente de energía: Presión hidráulica Certificación: SGS, ISO9001, CE Modificado para requisitos particulares: Condición modificada para requisitos particulares: Nuevo Sistema de control: Sistema de control del PLC Origen: Jiangsu 1, formando el proceso
De-coiler- Alimentación de servo- Módulo de separación y corte - Formación --- tabla de recogida
2, Diagrama de flujo
3, Equipo componiendo piezas
El equipo se compone de de-coiler, sistema de alimentación, hueco y cortado, formando la máquina, mesa de recogida, sistema de control eléctrico, etc. & período;
4, parámetro técnico de las partes principales del equipo
1, Auto-decoiler
A, Capacidad de carga: 2 T
B, Diámetro interior de la bobina: 490-510mm
Diámetro exterior ≤ 1200mm
2 & period; Servo alimentación y punzonado de piezas de esquina sin relleno
A, Servomotor: Mitsubishi Servo motor usado, potencia: 1 & period; 0kw
B, punzonado de la esquina sin rellenar: 4 pilares de punzonado morir
C, Material de perforación mueren: Cr12 & período; Tratamiento de enfriamiento
2, alimentación: energía 0 & período; 37kw
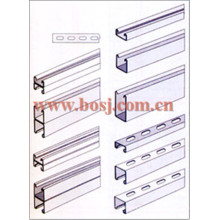
3, máquina formadora
A, marco de formación
B, Material del molde que forma: GCr15, tratamiento de temple: Rigidez: HRC56-62º
C, Motor: 7 & período; 5kw motor de conversión de frecuencia
4, control eléctrico: Sistema del PLC
Parámetros técnicos:
Requerimiento de la técnica del equipo:
Superficie del equipo: 20 × 3 & período; 0 × 2 & período; 5 & lpar; L × W × H & gt; metro & período;
Voltaje: 380V, 50Hz, 3phase y período;
Aceite hidráulico: NO: & período; 46 & num; & period;
Aceite de engranajes: 18 & num; Aceite de engranajes hipoides y periodo;
Parámetros técnicos principales del equipo:
Anchura de la materia prima alrededor de XXX mm
Grueso del material: 0 & período; 8 ~ 1 & período; 2m m
Hoja de material galvanizado
Velocidad de producción: Alrededor de 3M & sol; min
Longitud de producción: ≥ 4000mm
El equipo total instaló el aroundOrder 20KW y el período;
Parámetros del equipo principal:
1 - Desenrollador
Ancho del material: ≤ 250 milímetros, Material thickness≤ 2 & period; 0mm & semi;
Diámetro interior: 480-520 mm & semi;
Diámetro externo: φ 1200mm & semi;
Max & period; Capacidad de carga: ≤ 2T
2 - Sistema de nivelación
Utilice nivelación de 9 rodillos,
Potencia 2 & período, 2 kW,
Velocidad: 10M & sol; min
3 - Sistema de alimentación servo
Parámetros BNC-30Technical:
BNC-300
El diámetro del eje de alimentación: φ 60mm
Medición del diámetro del eje: φ 60mm
Máxima placa de alimentación de ancho: ≤ 300mm
Máxima placa de alimentación de espesor: ≤ 3 & período; 5mm
Velocidad máxima de alimentación: ≤ 40m & sol; min
Tolerancia de longitud de paso de alimentación y de obturación: ± 0 & período; 20mm
Tolerancia de longitud total de los productos de alimentación: ± 0 & período; 25mm
Servo motor de energía & sol; marca: 1 & período; 8KW & sol; Japón Yaskawa
TransmisiónSynchronous wheel & sol; engranaje
Codificador de medición de longitud: ROUNDSS 2500P
4- Encaje, punzonado y corte
Estructura: La estructura de perforación hidráulica, el marco de acero soldado, tiene buena inflexibilidad
Primeras muescas: 2 juegos
Primer troquel de punzonado: 1 juego
Después de formar troqueles dentados: 2 juegos
Después de formar la matriz de corte: 1set
5 - Máquina de laminado principal
Modelo: GY160
Etapas de formación: 14 grupo
Formación del armazón: Utilice el tipo de pared de la unidad de platina lateral
Grosor de la pared lateral: 35mm
Ancho máximo del material: ≤ 171mm
Espesor mínimo del material: 1 & período; 2m m
El diámetro del eje del rodillo: φ 48 mm
Material del rodillo: Cr12MoV, la dureza de enfriamiento, HRC58-62 °
Uso del diseño de doble cojinete, tipo de cojinete 6208
El motor de la impulsión principal utiliza 7 & período; motor de la conversión de la frecuencia 5kw & período;
6 - Sistema de corte
Un período; ModalidadCorte hidráulico
Período B; El diseño del sistema del corte del featureafter del diseño en la máquina que forma, la longitud del corte se puede fijar y período;
7 - Mesa de salida
Marco: Tipo de plataforma sin potencia
8 - Sistema de control eléctrico
1-La línea entera adopta el control del PLC, la exhibición de pantalla táctil del LCD y el software y el período de la interfaz hombre-máquina; Interacción entre trabajadores y PLC & period; & Rpar;
El operador puede hacer lo siguiente
El programa de configuración & lpar; PLC & rpar;
Seguimiento del proceso de control,
Modifique los parámetros de control,
La longitud del ajuste digital de la pieza,
La longitud del ajuste de la pieza y el período;
Funcionamiento del estado equipo de monitoreo en tiempo real y la indicación de falla y período;
2- Modo de funcionamiento: Manual & sol; Auto dos & período; Con manual, función de conmutación automática: En el modo manual, puede ser operación independiente, reparación conveniente & semi; En el modo automático, toda la producción y operación, la secuencia de arranque & semi; Junto con el botón de parada de emergencia, fácil de manejar las emergencias, para garantizar la seguridad del equipo y el personal y período;
De-coiler- Alimentación de servo- Módulo de separación y corte - Formación --- tabla de recogida
2, Diagrama de flujo
3, Equipo componiendo piezas
El equipo se compone de de-coiler, sistema de alimentación, hueco y cortado, formando la máquina, mesa de recogida, sistema de control eléctrico, etc. & período;
4, parámetro técnico de las partes principales del equipo
1, Auto-decoiler
A, Capacidad de carga: 2 T
B, Diámetro interior de la bobina: 490-510mm
Diámetro exterior ≤ 1200mm
2 & period; Servo alimentación y punzonado de piezas de esquina sin relleno
A, Servomotor: Mitsubishi Servo motor usado, potencia: 1 & period; 0kw
B, punzonado de la esquina sin rellenar: 4 pilares de punzonado morir
C, Material de perforación mueren: Cr12 & período; Tratamiento de enfriamiento
2, alimentación: energía 0 & período; 37kw
3, máquina formadora
A, marco de formación
B, Material del molde que forma: GCr15, tratamiento de temple: Rigidez: HRC56-62º
C, Motor: 7 & período; 5kw motor de conversión de frecuencia
4, control eléctrico: Sistema del PLC
Parámetros técnicos:
Requerimiento de la técnica del equipo:
Superficie del equipo: 20 × 3 & período; 0 × 2 & período; 5 & lpar; L × W × H & gt; metro & período;
Voltaje: 380V, 50Hz, 3phase y período;
Aceite hidráulico: NO: & período; 46 & num; & period;
Aceite de engranajes: 18 & num; Aceite de engranajes hipoides y periodo;
Parámetros técnicos principales del equipo:
Anchura de la materia prima alrededor de XXX mm
Grueso del material: 0 & período; 8 ~ 1 & período; 2m m
Hoja de material galvanizado
Velocidad de producción: Alrededor de 3M & sol; min
Longitud de producción: ≥ 4000mm
El equipo total instaló el aroundOrder 20KW y el período;
Parámetros del equipo principal:
1 - Desenrollador
Ancho del material: ≤ 250 milímetros, Material thickness≤ 2 & period; 0mm & semi;
Diámetro interior: 480-520 mm & semi;
Diámetro externo: φ 1200mm & semi;
Max & period; Capacidad de carga: ≤ 2T
2 - Sistema de nivelación
Utilice nivelación de 9 rodillos,
Potencia 2 & período, 2 kW,
Velocidad: 10M & sol; min
3 - Sistema de alimentación servo
Parámetros BNC-30Technical:
BNC-300
El diámetro del eje de alimentación: φ 60mm
Medición del diámetro del eje: φ 60mm
Máxima placa de alimentación de ancho: ≤ 300mm
Máxima placa de alimentación de espesor: ≤ 3 & período; 5mm
Velocidad máxima de alimentación: ≤ 40m & sol; min
Tolerancia de longitud de paso de alimentación y de obturación: ± 0 & período; 20mm
Tolerancia de longitud total de los productos de alimentación: ± 0 & período; 25mm
Servo motor de energía & sol; marca: 1 & período; 8KW & sol; Japón Yaskawa
TransmisiónSynchronous wheel & sol; engranaje
Codificador de medición de longitud: ROUNDSS 2500P
4- Encaje, punzonado y corte
Estructura: La estructura de perforación hidráulica, el marco de acero soldado, tiene buena inflexibilidad
Primeras muescas: 2 juegos
Primer troquel de punzonado: 1 juego
Después de formar troqueles dentados: 2 juegos
Después de formar la matriz de corte: 1set
5 - Máquina de laminado principal
Modelo: GY160
Etapas de formación: 14 grupo
Formación del armazón: Utilice el tipo de pared de la unidad de platina lateral
Grosor de la pared lateral: 35mm
Ancho máximo del material: ≤ 171mm
Espesor mínimo del material: 1 & período; 2m m
El diámetro del eje del rodillo: φ 48 mm
Material del rodillo: Cr12MoV, la dureza de enfriamiento, HRC58-62 °
Uso del diseño de doble cojinete, tipo de cojinete 6208
El motor de la impulsión principal utiliza 7 & período; motor de la conversión de la frecuencia 5kw & período;
6 - Sistema de corte
Un período; ModalidadCorte hidráulico
Período B; El diseño del sistema del corte del featureafter del diseño en la máquina que forma, la longitud del corte se puede fijar y período;
7 - Mesa de salida
Marco: Tipo de plataforma sin potencia
8 - Sistema de control eléctrico
1-La línea entera adopta el control del PLC, la exhibición de pantalla táctil del LCD y el software y el período de la interfaz hombre-máquina; Interacción entre trabajadores y PLC & period; & Rpar;
El operador puede hacer lo siguiente
El programa de configuración & lpar; PLC & rpar;
Seguimiento del proceso de control,
Modifique los parámetros de control,
La longitud del ajuste digital de la pieza,
La longitud del ajuste de la pieza y el período;
Funcionamiento del estado equipo de monitoreo en tiempo real y la indicación de falla y período;
2- Modo de funcionamiento: Manual & sol; Auto dos & período; Con manual, función de conmutación automática: En el modo manual, puede ser operación independiente, reparación conveniente & semi; En el modo automático, toda la producción y operación, la secuencia de arranque & semi; Junto con el botón de parada de emergencia, fácil de manejar las emergencias, para garantizar la seguridad del equipo y el personal y período;
|
NO. |
Project |
Unit |
parameters |
Remark |
|
|
1 |
Material |
type | Mild steel Galvanized sheet | ||
| Strength of material sheet | Map | ≥350 | |||
| Thickness of material sheet | mm | 0.8~1.5 | |||
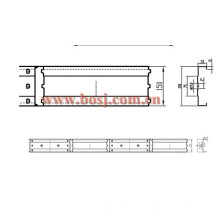
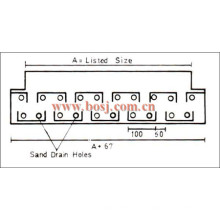
| 2 | Size of production |
mm | Reference the picture |
||
| 3 | Production speed | m/min | 6~8 | ||
| 4 | Material of roller | GCr quenching treatment |
|||
| 5 | Drive type | Gear box | |||
| 6 | Power | kw | About 34 | ||
| 7 | Electric control system | PLC variable frequency control | |||
| 8 | Dimensions(Length*width*height) |
m | 28X4X3.9 | ||
Grupos de Producto : Máquina formadora de rollos
Otros productos


Productos hot
Máquina de panel de sandwich EPS (AF-S1000)C que forma el rollo máquina (AF-80-300)H Línea de soldadura por hazBarandilla que forma la máquinaEquipo de laminaciónCamión de la basuraMáquina de cubrirHVM serie de acero frío de alta velocidad de formación de rollo máquinaMáquina de paneles sandwich EPSLínea de soldadura automática SIN beamCortadora galvanizada de la hoja que hace la máquina / máquina de corte de la placa de aceroDownspout / downpipe rodillo que forma la máquina venta calienteAzulejo de la pared azulejo de la azotea panel de la plataforma que forma la máquina azulejo del piso que haceAlimentación doble C forma de U Metal Stud canal de formación de máquina de laminaciónMáquina de laminado de panel de techo de acero de color multi-modelo avanzadoAuto Coil Holder / Uncoil Hidráulico Con Coil Car 5 Toneladas